

【公司信息】:
創建于1996年5月,是中國木工機械行業的代表性企業。公司是國家高新技術企業;國家“火炬計劃”重點高新技術企業;廣東省著名商標、廣東省名牌產品企業;廣東省制造業500強企業;廣東省裝備制造業100強企業。公司股票于2015年5月在深圳證券交易所掛牌上市,成為國內第一家登陸A股市場的家具裝備制造企業。
南興裝備產品線長,產品種類豐富,可根據客戶的需求提供一攬子解決方案,為客戶創造價值。公司在國內板式木工機械行業里率先推出的整體解決方案,使客戶從單機模式提升到更具柔性的連線生產,幫助客戶節省人工,提高效率,贏得競爭優勢。
南興裝備具備強大的研發和創新能力,擁有一支國際化的木工機械研發團隊。公司的技術中心被認定為廣東省省級企業技術中心和廣東省數控木工機械工程技術研發中心,擁有各種發明、實用新型和外觀設計專利300多項,并參與起草制訂國家數控木工機床行業標準。
【行業類型】: 機械設備行業
【項目背景】:
【咨詢模塊分析】: 技術管理
【解決策略】:
一、邦有道管理顧問統計數據,搞清現狀
1.實施前的工作習慣:
技術設計閉門造車,技術設計與技術工藝不符,現場生產操作工藝無法達到設計指標及性能,生產部門無法按照技術操作工藝作業標準生產,知道工藝資料經常出錯導致產品做錯時有發生,知道工藝資料不準,但工藝資料準確率到底有多高,不清楚;知道物料清單錯誤一大堆,但到底是哪項錯誤不清楚,物料清單、物料屬性準確率有多高,無人統計,不知道!
2.實施后的做法:
|
針對問題 |
改善動作 |
|
無人統計工藝資料準確率;無人統計物料清單、物料屬性準確率 |
經統計工藝路線的準確率只有52%,物料清單、物料屬性準確率只有32%; |
(二)組織再造,統一管理、計劃、檢查
1.實施前的工作習慣:
技術部門分為技術中心和技術工程部,雖然技術工程部歸屬技術中心統一管理,但實際工作中無統一工作計劃安排,各自為政,造成技術設計與技術工藝不符,現場生產操作工藝無法達到設計指標及性能,生產部門無法按照技術操作工藝作業指導書生產,技術部門內部互相指責、爭吵、抱怨;
2.實施后的動作:
|
針對問題 |
改善動作 |
|
組織架構不合理,技術
部門分為技術中心和技
術工程部,工作中無統
一工作計劃安排,各自
為政 |
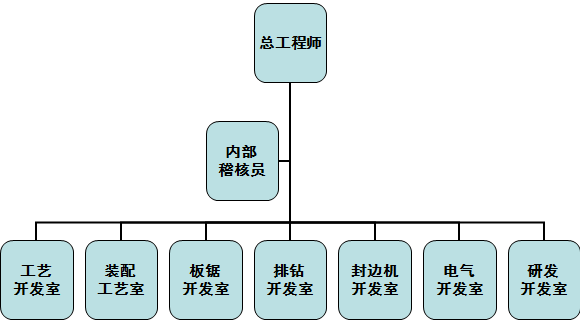
將原技術中心(下含技術工程部)、研發中心統一合并為技術中心,任命總工程師統一領導,依據工作內容及負責項目分
設七科室,各科室設科室主任;設立內部稽核員,由總工直
接領導,代表總工程師對各科室進行工作檢查和稽核。 |
三、流程再造,導入管理六大組合拳-日計劃
1.實施前的工作習慣:
(1)技術部門工作計劃不明確,設計與工藝任務無法按時完成任務;
(2)各工程師沒個人工作計劃,完成多少是多少,大家都說很忙很累,但是任務拖了很久也沒有完成,技術中心負責人抱怨技術設計沒有辦法定計劃,進度無法受控,人員難管理,技術中心成了公司最頭疼的部門;
2.實施后的做法:
|
針對問題 |
改善動作 |
|
技術部門工作計劃不明確,設計與工藝任務無法按時完成任務 |
制定技術設計、工藝路線、工藝過程卡等內容的各科室、個人
的月、周計劃;
1.每月28日前制定下月計劃,每周六制定下周計劃;
2.每周一早會對周計劃組織部門人員進行研討,評定工作任務中的重點、難點、提前發現、解決周工作任務中的問題 |
|
各工程師沒個人工作計劃,完成多少是多少 |
依據各人每天生產任務的達成情況下達每個人每天的工作日冷凍劃;
各崗位依據周計劃及昨天計劃完成情況,每天早會確定冷凍當天的個人日計劃; |
四、由技術總工組織相關部門負責人共同完善技術、工藝相關資料—日協調
1.實施前的工作習慣:
(1)工程師不愿意到生產現場,憑自己經理與理論知識制定工藝路線、工藝操作標準,生產現場按照標準操作造成加工不良和報廢,或者無法加工,所以生產只按照自己的經驗加工生產,工藝操作標準失去了指導現場生產作用,技術部門也失去了技術權威;
(2)各科室工程師無具體分工,工作進度不一致;各科室工作進度不一致;
(3)生產工藝、圖紙錯誤,實際生產無法按技術要求作業;
(4)技術變更無變更文件通知,技術更改與生產等部門協調失控;
2.實施后的動作:
|
針對問題 |
改善動作 |
|
工程師不愿意到生產現場,憑自己經理與理論知識制定工藝路線、工藝操作標準 |
由技術總工組織生產、采購、品管、PMC、等部門及生產一線的老員工對工藝路線、工藝過程卡,圖紙、零件屬性、物料清單等技術資料進行重新評審、修正, |
|
各科室工程師無具體分工,工作進度不一致 |
部門早會各科室每天上午7:35開早會,各崗位匯報昨天工作任務完成情況,根據昨天任務的完成情況和周計劃確定當天的工作日計劃;
科室主任對各崗位的工作情況進行點評,對重點、難點進行討論,工作先進者進行經驗分享,未完成任務的承諾改善目標及動作;
主任做工作總結及會議決議,每天記錄并公布在部門的管理看板會議決議欄; |
|
各科室工作進度不一致 |
每周二8:00召開技術中心周例會 |
|
生產工藝、圖紙錯誤,實際生產無法按技術要求作業 |
技術評審會:
對基礎數據、生產工藝、開發設計、圖紙等技術資料進行評審;包括:物料屬性評審會、工藝評審會、毛坯圖評審會、開發評審會、設計評審會、技術內部評審會、現場技術討論會;
工藝評審由總工組織生產、采購、品管、PMC等進行專題評審,工藝評審每周一、二、四19:30-22:00進行; |
|
技術變更無變更文件通知,技術更改與生產等部門協調失控 |
技術協調會:
協調技術部門與其它部門信息共享及信息反饋修訂技術更改通知單,規范技術變更應用范圍、處理方式、變更銜接、信息交接; |
五、對生產所用技術資料、工藝資料、物料清單提前備料
1.實施前的工作習慣:
(1)在生產上線前,無核對工藝路線、物料清單是否錯誤,毛坯有無圖紙,往往是上線之后工藝路線錯誤、圖紙錯誤、物料清單錯誤時有發生,所有管理人員處于救火狀態;
(2)生產技術、工藝資料信息傳達不及時,信息無共享,上傳到ERP上的資料錯誤等無人監督、檢查;到了在生產過程中才發現錯誤導致停工;
2.實施后的做法:
|
針對問題 |
改善動作 |
|
工藝路線、物料清單錯誤,毛坯無圖紙,生產憑經驗作業 |
生產備料:
制定毛坯圖、工藝路線、工藝過程卡,核對圖紙、零件屬性、物料清單,為生產運行作好技術備料工藝工程師每天對生產現場進行工藝指導和技術支持; |
|
制定及輸入過程
中上傳操作錯誤 |
崗位備料:
ERP工程師對工藝工程師制定完成的工藝路線進行上傳、核對,工藝工程師根據審定的工藝路線、圖紙制定工藝卡形成崗位間的備料及工序間的互相制約; |
六、對技術部工作進度跟進及異常處理實行日稽核
1.實施前的工作習慣:
(1)有規定不執行,管理人員對于每天的每一個動作到底有沒有執行,不清楚;到底誰沒有執行,不知道;什么動作沒有執行,不知道。
(2)工作進度無跟進,無檢查,整個技術部工作進度在哪里,不清楚;
(3)生產未按工藝要求作業無人檢查、跟進,無責任;
(4)生產工藝技術異常處理不及時,造成不良及等待;
(5)生產操作人員不按照工藝技術要求作業;
2.實施后的做法:
|
針對問題 |
改善動作 |
|
工作進度無跟進,工作是否完成無責任 |
1.科室主任和內部稽核員每天對各崗位計劃完成、工作量、工作方式、作業依據進行稽核、統計,每周匯總、統計,并形成內部稽核報告;
2.稽核中心每天進行稽核,每周形成專項稽核報告; |
|
生產未按工藝要求作業無人檢查、跟進,無責任 |
工藝工程師輪流每天到車間對所有機臺進行工藝巡檢和工藝技
術指導并形成工藝巡檢日報表,開發工程師每天針對設計變更及試制零件現場跟蹤指導; |
|
生產工藝技術異常處理不及時,造成不良及等待 |
4.作業中發現錯誤或異常在20分鐘內開出《技術問題反饋處理單》向科室主任反饋,科室主任20分鐘內裁定并修改,主任在20分鐘內未能解決的在5分鐘內向總工匯報同時回復反饋人; |
|
生產操作人員不按照工藝技術要求作業 |
5.財務部依據《生產報工單》進行工時工藝核對,未按工藝要求加工的工序不予結算工時; |
七、對技術部工作的完成狀況進行考核
1.實施前的工作習慣:
(1)技術部門工作做得好與壞無總結與評價,憑感覺評價工作的好與壞,任務未達成無責任追究,沒有獎罰,工作隨意;
(2)做得好的也無獎勵與考評;
(3)工作落后者無人協助;
2.實施后的動作:
|
針對問題 |
改善動作 |
|
任務未達成無責
任追究,沒有
獎罰,工作隨意 |
看板管理(包括各崗位日計劃、會議記錄、稽核考核、評比排
名、工作重點/難點),每天9:00前由內部稽核員進行填寫、更新,總工及稽核中心10:00進行檢查;
內部稽核員將各崗位日計劃完成情況公布在管理看板上,按時完
成貼紅旗,未按時完成的貼藍旗,沒有計劃的貼黑旗;
未按時完成者承諾改善目標及動作 |
|
工作無責任,無
獎罰評比 |
內部稽核員每周對各崗位計劃完成情況進行匯總統計,總工依
據計劃完成情況及工作量進行評比、排名并公布 |
|
工作落后者無人協助 |
工作先進者進行經驗分享,每周考核排名第一名對最后一名進
行1對1的幫助; |
|
無責任,無考評 |
各工程師的工作業績,與待遇及工資調整掛鉤; |
八、針對設計工藝中瓶頸問題與難點進行攻關
1.實施前的工作習慣及問題:
(1)出現了生產技術問題技術部無人主導解決技術上的問題;相互扯皮,互相推諉!
(2)以下問題點是一直無法解決困擾生產;
①電腦鋸:吸塵差、拉傷板 ;
②推臺鋸:熱保護器容易燒壞,安全門開關失效,小鋸上限、下限位開關失效 ,小鋸升降電機壞;
③電纜線易發熱 ;
④排鉆:N6系列直排鉆孔卡調節深度容易卡死;
⑤立軸銑:洗削面有刀紋;
2.實施后的做法:
|
針對問題 |
改善動作 |
|
針對設計工藝中瓶頸問題與難點 |
每月品質技術攻關:
針對品質、技術異常由品質、技術主導組織生產、采購等相關部
門組成異常攻關改善小組進行攻關,每月針對客戶投訴、現場的
異常進行立案攻關改善,每周/每月形成改善報告; |
|
電腦鋸:吸塵差、拉傷板 |
1、改吸塵 膠板、加大吸塵管
2、對電木板進行倒角拋光 |
|
推臺鋸:熱保護器容易燒壞 |
加大規格 |
|
推臺鋸:安全門開關失效 |
換密封好的開關 |
|
推臺鋸:小鋸上限、下限位開關失效 |
更換開關并測試效果,測試完后確定更換或取消 |
|
推臺鋸:小鋸升降電機壞 |
更換開關并測試效果,測試完后確定更換或取消 |
|
電纜線易發熱 |
加大電纜線規格 |
|
排鉆:N6系列直排鉆孔卡調節深度容易卡死 |
改結構(已改圖紙)安排生產 |
|
立軸銑:洗削面有刀紋 |
專人做動平衡 |
|
各項改善任務未按時完成 |
各項改善內容制定完成時間、責任人、獎罰標準、每天檢查 |
九、各項改善動作要反復查
1.實施前的工作習慣:
隨意檢查或者不檢查攻關動作是否執行,檢查也沒有結果記錄和數據統計,無關注每一次動作執行的好壞,每天改善動作是否每次執行,不確定;
2.實施后的做法:
|
針對問題 |
改善動作: |
|
隨意檢查或者不檢查攻關動作是否執行,無關注每一次動作執行的好壞 |
1、每天對由內部稽核員對動作及完成結果進行檢查;
2、針對過程中的問題聚焦,討論并解決;
3、每天、每周進行小結;
4、對各項攻關動作制定責任人、監督檢查人及責任承擔標準,設定目標; |
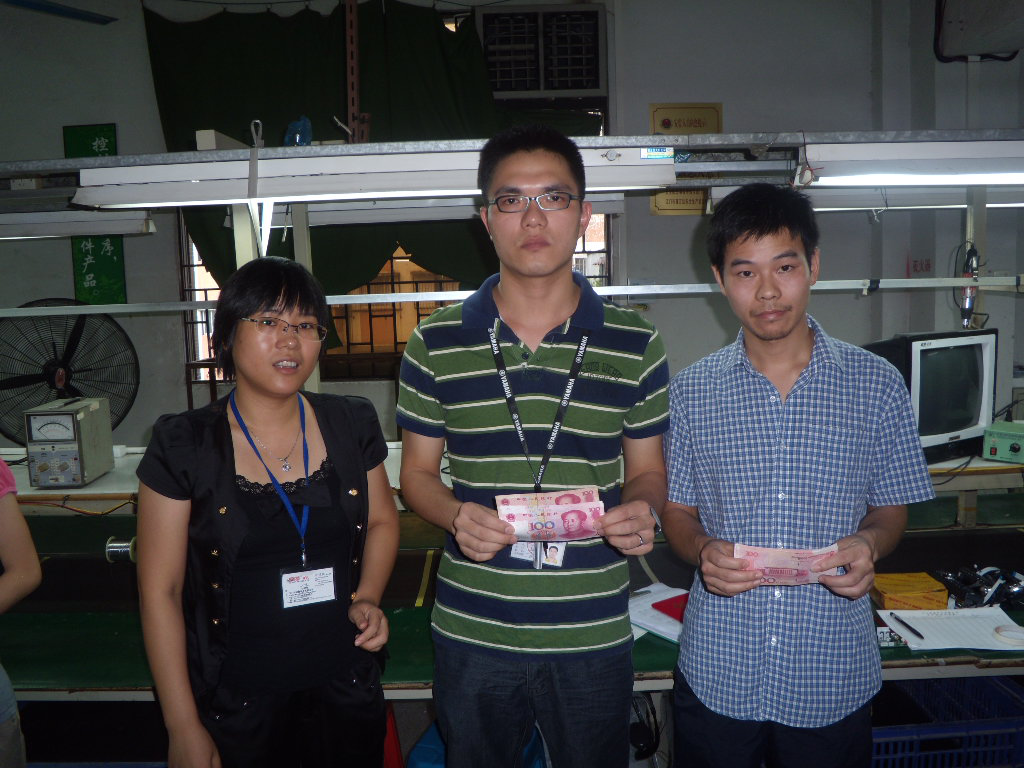
【項目成效】:
1、工藝路線:已完成4個系列全部46種機型工藝路線修定、內部評審,內部評審準確率為95%,專題評審已完成3個系列,準確率為98%(實施前準確52%);
2、工藝過程卡:已制定完成31種機型工藝過程卡;
3、毛坯圖:已完成全部毛坯圖的設計、評審;
4、裝配工藝:已完成2個機型的3D爆炸圖及3D裝配工藝圖;
5、基礎資料:已完成全部物料清單及零件屬性核對、評審準確為97%(實施前準確為32%);
6、圖紙核對:已完成2個機型圖紙核對。
返回頂部
159-8633-3189
在線留言










{kind=link}